



(1)进出口辊台的轴承有误;
焊接钢管按焊缝形式可分为直焊管和螺旋焊管。 该直缝焊管生产工艺简单,生产,成本低,a...
方形和矩形管
焊接钢管按焊缝形式可分为直焊管和螺旋焊管。 该直缝焊管生产工艺简单,生产,成本低,发展迅速。 螺旋焊管的强度一般高于直焊管,直径较大的焊管可以用较窄的铸坯生产,直径不同的焊管也可以用相同宽度的铸坯生产。 但与相同长度的直缝管相比,焊缝长度增加了30~30,生产速度较低。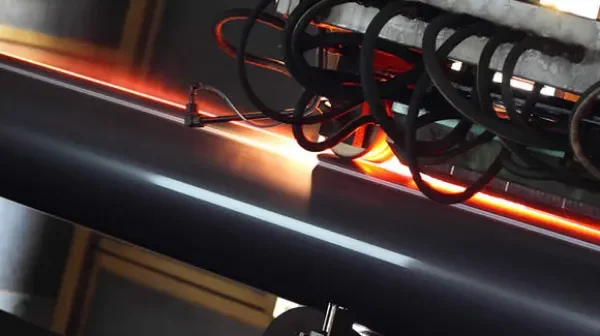
(2)环架中间错了;2024-10-15 00:00:00:
可提供的服务
这是预焊中常见的问题,错边超出公差,直接导致钢管的退化或浪费。 因此,预焊需要严格控制错边的数量。
:中国上海市浦东新区崂山路526号10A6
石油国家管状产品:主要参与者和趋势
(2)密封压辊调整不到位(压辊圆周方向不对,或管坯中线为轴线,左、右压辊不对称,或相对压辊径向伸长不一致),无压圆;
(3)预弯边未预弯到位,板边丰盈直边外观。
(3)联合压辊圆角不好,单个压辊方位角误差;
回顾工业应用的顶级镀锌管供应商
(1)开缝调整不到位;
当整根钢管或超过一半的钢管超出公差时,通常是因为:
(4)成形不好(成形后管坯两端凹凸差较大;
连结
信息
(5)开缝宽度大于150mm);
背面的焊瘤,若切除,费时,影响正常生产过程;不消除,影响内焊成型和内焊缝跟踪。 烧穿,影响表面焊接而需要修补。 对侧焊瘤烧穿的原因通常不紧,或液压系统压力过低;成形不好,圆度误差大;③焊前技术参数选择不当。 焊接电流和电弧电压应配合适当的焊接速度,线能量太多或焊接速度太低,易产生焊接毛刺和烧穿。
热门产品
预焊焊缝气孔造成表面焊接的内部缺陷。 焊前焊缝气孔的发生通常是因为维护气体不安全,如富含水、压力流量等。;(2)焊机出现一些由气罩不均匀、气体搅拌组成的阻塞维修气体;(3)槽上有腐蚀、油污等。
常见焊接问题及解决方法
焊缝成形不良,影响顺序后的内部焊接跟踪,影响焊接过程的稳定性,进而影响焊接。 焊缝成形与线能量密切相关,焊接电流、电弧电压、焊接速度增大、焊缝熔透、熔宽减小,导致焊缝成形不良。 当焊缝中存在气孔时,往往会出现不同外观的焊缝形成。
管件/管件
焊前飞溅的钢管外观或凹槽简单,不易去除,进而影响钢管的焊接和外观。 飞溅的主要原因是维护气体的成分不正确或技术参数不正确。 应维持气体中氩气的比例确定。
2024-10-14 00:00:00Pipe主要生产无缝钢管、直缝钢管、螺旋钢管,还可加工镀锌、防腐涂层,已有20多年的生产历史,质量可靠,是BP石油、中国石油的合格供应商。
工业界
案例展示
沧州神龙管业制造有限公司。,有限公司 是一家专业生产、加工、销售无缝管、焊管、直缝钢管、螺旋焊管、热镀锌钢管、涂层钢管、不锈钢管、管件等各种钢管的公司。
产品



推动无缝钢管需求的五大行业
 Privacy settings
Privacy settings